Které elektrody jsou nejlepší pro invertor?

Mnoho začínajících svářečů si klade otázku, které elektrody jsou nejlepší pro invertor. V tomto článku na tuto otázku odpovíme a také představíme nejoblíbenější značky svařovacích elektrod používaných při práci na invertorovém stroji. Bonusem budou doporučení ohledně výběru elektrod pro začínající svářeče.
Další užitečné věci:
Krátce o měničích
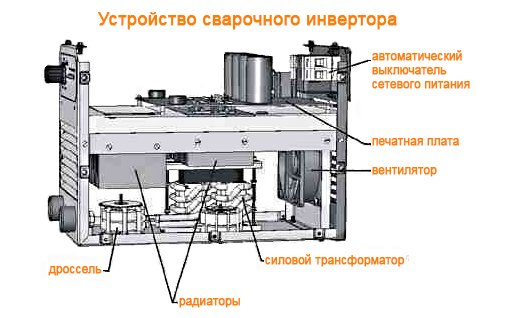
Dnes existuje poměrně velké množství invertorových svařovacích strojů. Většina výrobců nabízí průmyslové a domácí střídače v různých cenových kategoriích. Průmyslové měniče se vyznačují vyšším výkonem a zvýšeným pracovním cyklem. Jedním z hlavních rozdílů je také maximální výstupní svařovací proud. Profesionální přístroje mají zpravidla vyšší maximální hodnoty proudu. Dalším rozdílem může být možnost připojení nejen do domácí sítě 220 V, ale také do průmyslové sítě 380 Voltů. Invertorové svářečky jsou nejběžnějším typem svářecího stroje na masovém trhu. Pro svou univerzálnost a relativní kompaktnost prakticky nahradily zařízení, jako jsou transformátory a usměrňovače. Schopnost střídače produkovat stejnosměrný a střídavý proud jej činí skutečně univerzálním. Proto jsou všechny typy obalených svařovacích elektrod vhodné pro invertorové svařování. A ve spojení s malými rozměry a vysokou mobilitou zůstává tento typ zařízení bezkonkurenční.
Na co si dát pozor při výběru elektrod pro invertor
Při výběru svařovacích materiálů je třeba vzít v úvahu řadu parametrů. Podívejme se na hlavní faktory, abychom lépe porozuměli tomu, co ovlivňuje výběr elektrod pro svařování s invertorem a které jsou pro určité práce vhodnější.
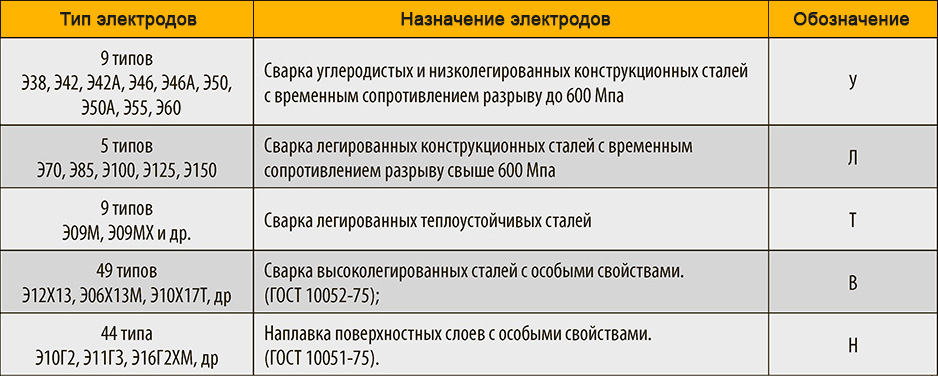
Určení elektrod
- Svařování uhlíkových a nízkolegovaných ocelí;
- Svařování legovaných žáruvzdorných ocelí;
- Svařování vysoce legovaných ocelí se speciálními vlastnostmi;
- Navařování povrchových vrstev se speciálními vlastnostmi elektrickým obloukem;
- Svařování a navařování litiny;
- Svařování a navařování mědi a slitin.
Proto je lepší zvolit elektrodu pro invertor a zaměřit se nejprve na její účel. To vám umožní vyhnout se chybám, například svařování „nerezových“ ocelí elektrodami pro „železné“ kovy. V tomto případě bude svarový kov náchylný ke korozi. Vyberte spotřební materiál podle typu spojovaného kovu a jeho vlastností. Poté můžete určit požadovaný typ spotřebního materiálu (například pro nízkolegované oceli to může být E46 nebo E50A).
Když je určen účel elektrody, můžete přistoupit k výběru konkrétní značky, která odpovídá charakteristikám, a také vybrat průměr produktu.
Typ nátěru
Existuje několik typů povlaků pro svařovací elektrody, z nichž nejoblíbenější jsou rutilové a bazické. Tyto typy povlaků mají zásadní rozdíly, které se projevují při jejich aplikaci. O typech povlaků na svařovací elektrody, jejich výhodách a nevýhodách máme samostatný velký článek.
Základní nátěr
Výrobky se základním nátěrem mají řadu výhod. Poskytují vysoce kvalitní šev, který je odolný vůči mezikrystalové korozi a střídavému zatížení. Umožňuje provádění prací a provoz hotové konstrukce v podmínkách nízkých teplot. Jejich úspěšné použití však vyžaduje určité dovednosti. Také takové produkty musí být před použitím kalcinovány. A kov, který má být připojen, musí být očištěn od nečistot a rzi. Takové elektrody fungují pouze na stejnosměrný proud s obrácenou polaritou.
Rutilový nátěr
Výrobky s tímto typem povlaku jsou velmi univerzální a jsou vhodné pro začátečníky v invertorovém svařování. Poskytují vysoce kvalitní spojení při svařování i na zoxidovaný nebo znečištěný kov. Pokud je to však možné, je lepší vyčistit oblast svařování. Tyto spotřební materiály fungují na stejnosměrný i střídavý proud. Vzhledem ke složení povlaku se celkem snadno znovu zapalují a při provozu vzniká relativně málo strusky. V tomto případě separace strusky nevyžaduje významné mechanické působení.
Volba typu povlaku vychází z požadavků na svarový spoj. Ty mohou zahrnovat pevnost v tahu, mez kluzu, rázovou pevnost a další. Výše uvedené požadavky mohou být ovlivněny typem svařovaného kovu, jeho chemickým složením a dalšími vlastnostmi.
Elektrody můžete zakoupit v našem obchodě

Pro nákup elektrod v oficiálním obchodě GOODEL postupujte podle níže uvedených odkazů:
Průměr elektrody
Volba průměru závisí na tloušťce svařovaného kovu. Pro větší přehlednost je tento vztah uveden v tabulce níže.
| Tloušťka oceli (mm) | 1,5-2,0 | 3,0 | 4,0-5,0 | 6,0-12,0 | > 13 |
| Průměr elektrody (mm) | 2 | 2,5-3 | 3-4 | 4-5 | 5-6 |
Pro spojování kovů o tloušťce menší než 1,5 mm se ruční obloukové svařování s invertorem zpravidla nepoužívá. Je třeba také vzít v úvahu, že nastavení svařovacího proudu závisí na tloušťce oceli a průměru elektrody a také na prostorové poloze svaru. Pokud tedy plánujete svařovat tlustý kov, vezměte si invertor s vysokými maximálními hodnotami proudu.
Průměr elektrody (mm)
40-64 65-80 70-130 130-160 180-210
V průměru se přidá 1-20 A proudu na 30 milimetr průměru elektrody. Pro každou konkrétní značku se aktuální hodnoty mohou mírně lišit. Obvykle jsou doporučené hodnoty svařovacího proudu vyznačeny na obalu materiálů. Zpravidla během pracovního procesu mistr provádí jemnější úpravy na základě subjektivních pocitů.
Oblíbené značky elektrod pro invertorové svařování
Existuje několik nejběžnějších a nejoblíbenějších značek elektrod používaných při svařování invertorem.
Oblíbené elektrody s rutilovým povlakem typu E46

Nejběžnější elektrody z této skupiny jsou značek: GOODEL-OK46, MP-3, MP-3S, OZS-12 a ANO-21. Navzdory skutečnosti, že tyto značky patří do stejné skupiny a mají podobné vlastnosti, mají řadu vlastností, které určují jejich použití. Například MP-3 lépe absorbuje rez a ANO-21 se používá především pro stropní švy. Jinak je tento spotřební materiál zaměnitelný. Tyto elektrody jsou nejvhodnější pro práci začínajících svářečů.
Oblíbené elektrody se základním povlakem typu E50A
Mezi oblíbené produkty této skupiny patří značky UONI-13/55, GOODEL-OK48, dále LB-52 a jeho vysoce kvalitní analog GOODEL-52U. Stejně jako materiály z předchozí skupiny mají řadu odlišností. UONI-13/55 se častěji používá pro spojování konstrukčních ocelí při stavbě mostů a kritických konstrukcí. GOODEL-OK48 je vhodnější použít při práci se silným plechem. A GOODEL-52U jsou profesionální elektrody pro svařování ropovodných trubek a potrubních prvků. Všechny tyto značky mají vysoké technické vlastnosti a odolnost vůči nízkým teplotám.
Elektrody pro svařování nerezové oceli s invertorem
Pro spojování vysokolegovaných ocelí (nerez) se používají tyto jakosti: NZh-13, OZL-8, OZL-6, TsL-11, TsT-15, EA-400/10, EA-395/9. Zde by výběr měl být založen na vlastnostech a chemickém složení svařovaného kovu.
Litinové elektrody
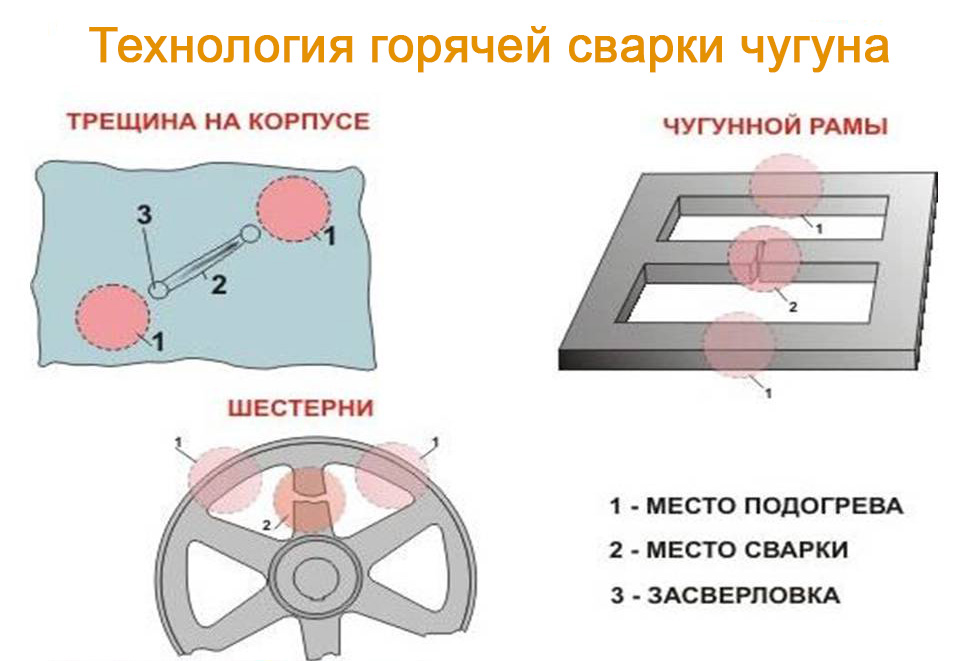
Pro práci s litinou můžete použít výrobky následujících značek: MNCh-2, OZCh-2, TsCh-4. Zároveň se MNCh-2 používají pro svařování, navařování a svarové vady u litinových dílů z šedé, temperované a vysokopevnostní litiny. TsCh-4 pro studené svařování konstrukcí z vysokopevnostní litiny s nodulárním grafitem a šedé litiny s vločkovým grafitem. A OZCh-2 pro spojování a navařování šedé a tvárné litiny a vad při svařování v litině.
Elektrody pro svařování mědi
Pro práci s mědí se používají spotřební materiály následujících značek: Komsomolets-100 a OZB-2M. Výrobky Komsomolets-100 jsou zároveň určeny pro svařování a navařování výrobků z technické mědi a také odlišných sloučenin mědi a oceli. A OZB-2M pro svařování a navařování cín-fosforu a uměleckých bronzů, navařování oceli a bronzu a pro navařování vad bronzového odlitku a mosazi.
Řezací elektrody
Výrobky značky OZR-1 se dobře hodí pro řezání plechu a výztuže. Jsou vhodné pro odstraňování vadných oblastí svarů, nebo jejich částí, cvočků, nýtů a mnoho dalšího. Je třeba vzít v úvahu, že řezání se provádí při zvýšených hodnotách proudu v rozmezí od 260 do 680 ampér, v závislosti na průměru elektrody a tloušťce kovu.
Co ovlivňuje kvalitu svařování s invertorem
Již jsme vám řekli, které elektrody jsou nejlepší pro svařování s invertorem a jsme připraveni přejít k faktorům ovlivňujícím kvalitu svaru.
- Svářečské dovednosti a zkušenosti. To je určující faktor. Zkušený a kompetentní svářeč dokáže vždy provést vysoce kvalitní svařování při dodržení všech technologií. Vezměte prosím na vědomí, že jsme napsali „dovednosti a zkušenosti“, protože existují typy odvětví, ve kterých svářeči vykonávají monotónní práci. Například svářeč, který ve výrobě provádí pouze vodorovné svary, s největší pravděpodobností nebude schopen provádět vysoce kvalitní svislé svary shora dolů. V žádném případě nechceme svářeče urazit, ale takové případy v praxi nastaly. Ne nadarmo existuje v NAKS speciální certifikace svářečů, jejíž absolvování umožňuje přístup k určitým typům práce.
- Kvalita materiálů. To je druhý určující faktor. Elektrody pro svařování s invertorem musí být vysoce kvalitní. Musí být také správně skladovány a před použitím kalcinovány podle doporučení uvedených na obalu.
- Kvalita vybavení. Střídač musí být vysoce kvalitní, schopný zajistit stabilní provoz. Častým problémem nekvalitních zařízení jsou napěťové rázy, neschopnost stabilizovat oblouk a přilepení elektrody.
Uvedli jsme tři hlavní faktory, které ovlivňují kvalitu svarového spoje. Patří sem také správný výběr průměru výrobku, jeho značky, nastavení síly proudu, podmínek, za kterých se práce provádí a mnoho dalšího.
Doporučení pro začínající svářeče
Jak bylo slíbeno na začátku článku, dáme několik doporučení pro začínající svářeče.
- Je lepší začít cvičit s rutilovými elektrodami. Díky složení nátěru se s nimi lépe pracuje. Takové spotřební materiály mají snazší zapálení (včetně opětovného zapálení) a také umožňují vařit na středním oblouku. To zase umožňuje lépe vidět a ovládat svarovou lázeň. Další výhodou takových výrobků je snadná separace strusky.
- Správně nastavená polarita a síla proudu jsou klíčem k úspěchu. Je-li nutné pracovat na stejnosměrném proudu s přímou polaritou, pak se svařovaný obrobek připojí ke svorce „+“ a elektroda ke svorce „–“. V souladu s tím, s obrácenou polaritou, je připojení provedeno obráceně: obrobek je připojen ke svorce „–“ a držák ke svorce „+“. Je lepší nastavit sílu proudu v mezích stanovených výrobcem a upravit ji během procesu svařování.
- Než začnete pracovat, měli byste si procvičit zbytky, které mají podobné vlastnosti jako kov obrobku. To vám umožní upravit sílu proudu a zvyknout si na kov.
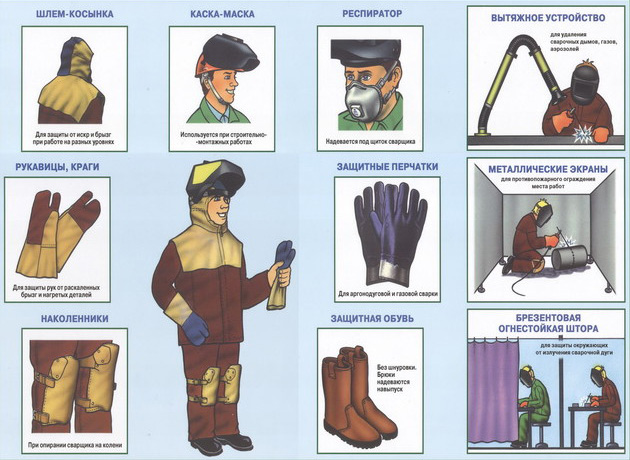
- Důležitou podmínkou pro svářečské práce je dodržování bezpečnostních opatření. Nezačínejte se svařováním, aniž byste sebe a ostatní chránili před možným popálením, úrazem elektrickým proudem a „zajícy“. Používejte ochranný oděv a rukavice, stejně jako speciální masku nebo brýle. Ujistěte se, že je svářečka správně připojena. Udržujte hořlavé předměty mimo oblast svařování. Do pracovního prostoru také nepouštějte cizí osoby (bez zvláštní ochrany) nebo zvířata (při pohledu na svařovací oblouk si mohou popálit oči).
- Pravidelně zdokonalujte své dovednosti. Naučte se nové materiály, vyzkoušejte různé polohy svařování a spotřební materiály. Absolvujte pokročilé školicí kurzy. Cvičení a výsledky budou následovat.
Závěr
V tomto článku jsme stručně zhodnotili informace o měničích. Povídali si o typech povlaků a účelu svařovacích materiálů. Odpověděl na otázku, které elektrody jsou nejlepší pro svařování s invertorem. Citovali oblíbené značky svařovacích materiálů a poskytli pár rad začínajícím svářečům.
Přihlaste se, máme zájem:
Sdílet s přáteli:

Aby elektrické svařování pomocí invertoru poskytlo požadovaný výsledek a výsledný svar měl vysokou spolehlivost a pevnost, je nutné správně zvolit elektrody pro svařování invertorem. Je velmi snadné se zmást v obrovské rozmanitosti podobných produktů prezentovaných na moderním trhu.
Chyby při výběru elektrod pro svařování negativně ovlivní výsledek práce
Liší se materiálem výroby, jejich typem, průměrem, složením povlaku a řadou dalších významných vlastností. Jaké elektrody lze použít pro svařování s invertorem a jak je správně vybrat, o tom chceme mluvit v tomto článku.
Kritéria pro výběr elektrod
Především je třeba mít na paměti, že elektrody mohou být spotřebního i nekonzumovatelného typu. První jsou vyrobeny z kovové tyče, na jejíž povrch je nanesen speciální nátěr, který pomáhá chránit svařovací zónu a zvyšuje stabilitu oblouku. Používají se k provádění ručního obloukového svařování. Výrobky druhé kategorie – nekonzumovatelné – se používají k provádění svářečských prací v ochranném plynu (argon), jejich odrůdy a vlastnosti použití budou popsány v samostatném článku.
Při výběru elektrod pro svařování pomocí invertoru byste měli vzít v úvahu, že materiál spojovaných dílů také ovlivní kvalitativní charakteristiky vytvářeného švu. V souladu s tím se pro svařování různých materiálů používají různé typy svařovacích elektrod. Takže například:
- pro připojení výrobků vyrobených z nízkouhlíkových a nízkolegovaných ocelí se volí uhlíkové elektrody;
- pro připojení výrobků z legované oceli se používají elektrody odpovídajících značek: OZS-4, MR-3 (GOST 9466-75), MR-3, ANO-21, UONI 13/45 (GOST 9467-75);
- pokud je nutné provádět svářečské práce s navařováním nebo jinými druhy oceli, pak zvolte elektrody s jádrem z vysoce legovaného kovu – TsL-11 (GOST 9466-75);
- pro vaření litiny je také nutné vybrat elektrody příslušné značky – OZCH-2 (GOST 9466-75).
K dnešnímu dni bylo vytvořeno následující hodnocení elektrod používaných pro svařování pomocí invertoru.
- ANO. Svařovací elektrody této značky jsou vysoce hořlavé a nevyžadují další kalcinaci. Stejně úspěšně s nimi mohou pracovat začínající svářeči i profesionálové.
- MP-3 je univerzální typ, lze je použít i pro spojování nečištěných ploch.
- MR-3S. Elektrody této značky by měly být vybrány, pokud jsou na vlastnosti švu kladeny zvýšené nároky.
- UONI 13/55 se používá pro instalaci kritických konstrukcí, které vyžadují vysoce kvalitní svary. Pro začínajícího svářeče bude obtížné s nimi pracovat: jejich použití vyžaduje určité zkušenosti a vysokou kvalifikaci.
Výhody populárních značek elektrod
Mnoho moderních typů elektrod pro svařování pomocí invertoru má následující výhody.
- Snadno se svařuje. Potíže při svařování s takovými elektrodami mohou nastat, pokud je nesprávně vyberete podle složení materiálu jádra.
- Vysoce kvalitní šev. Tento parametr je při svářečských pracích nejdůležitější a elektrody uvedených značek jej umožňují zajistit. Pomocí takových elektrod pro invertor můžete získat vysoce kvalitní vnitřní a vnější spoje, svary konvexních a konkávních tvarů.
- Snadná separace strusky. Struska získaná při svařování pomocí takových elektrod se snadno odděluje, což umožňuje okamžitě zjistit, jakou kvalitu svaru poskytují.
- Zkorodované díly lze svařovat. Výrobky pokryté vrstvou rzi se samozřejmě vaří velmi zřídka, ale tyto elektrody umožňují i v tomto případě získat vysoce kvalitní a spolehlivý šev.
- Proces svařování je pro svářeče bezpečný z hlediska hygienických a hygienických norem.
Rozdíly v elektrodách podle značky a průměru
Mezi zkušenými svářeči panuje názor, že při použití invertoru lze svařovat libovolnými elektrodami. Takový názor je zpravidla založen pouze na osobních zkušenostech takových odborníků, kteří se zabývají prováděním prací určitého typu (svařování konstrukcí z profilových trubek nebo úhelníků). Při provádění prací s invertorem nejsou na spoj kladeny žádné závažné požadavky na jeho těsnost, lze tedy bez problémů použít elektrody o průměru 0,5–2 mm.
Výběr průměru a značky elektrody by měl být založen na tloušťce kovu, který je třeba s nimi spojit. Díly velké tloušťky vyžadují dlouhodobé svařování, elektroda pro jejich svařování musí být zvolena s větším průměrem. Stále se musíte naučit pracovat se svařovacími elektrodami malého průměru, velmi rychle vyhoří. Obvykle se takové produkty používají pro lepicí práce.
Které elektrody je nejlepší vybrat, je také ovlivněno typem práce, pro kterou se plánuje použití. Pro provádění složitých prací na trase je tedy nutné vybrat elektrody o velkém průměru a instalaci konstrukcí z profilových prvků lze provádět s výrobky o průměru až 2 mm. Tyto elektrody se používají zejména při montáži sekčních vrat a výrobě různých uzavíracích konstrukcí z profilových trubek a vlnitých plechů.
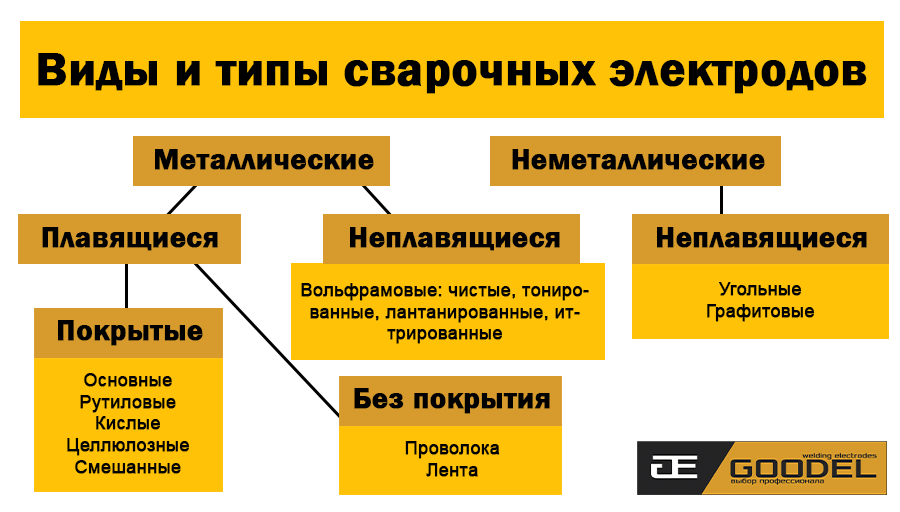
Klasifikace svařovacích elektrod
Za prvé, svařovací elektrody jsou rozděleny do samostatných typů podle jejich hlavního účelu. Je tedy obvyklé rozlišovat následující typy:
- ty, které se používají k vaření uhlíkových a nízkolegovaných ocelí;
- pro spojování konstrukcí z vysokopevnostních žáruvzdorných ocelí;
- pro práci s vysoce legovanou ocelí (často se jim říká „elektrody z nerezové oceli“);
- ty, které se používají ke svařování hliníku a jeho slitin;
- určeno pro svařování mědi a jejích slitin;
- pro spojování litinových dílů;
- ty, s jejichž pomocí se provádí povrchová úprava a různé opravy;
- určený pro spojování dílů z ocelí neurčitého složení a těžko svařitelných ocelí.
Na svařovací elektrody lze nanášet různé povlaky. Podle typu nátěru se dělí do 4 kategorií. Nejběžnější jsou elektrody se dvěma typy povlaků.
Výrobky se základním nátěrem, které se nazývají základní. Nejoblíbenější produkty jsou UONI 13/55. Vyplatí se je vybrat, pokud potřebujete získat svary vysoké kvality, vyznačující se mimořádnou rázovou houževnatostí, tažností a mechanickou pevností. Kromě toho jsou svary získané při práci s takovými elektrodami vysoce odolné vůči vzniku krystalizačních trhlin. Také nejsou náchylné k přirozenému stárnutí. Jejich volba se vyplatí, pokud potřebujete instalovat kritické konstrukce, které jsou plánovány pro použití v náročných podmínkách.
Mají také nevýhodu: pokud je jejich povlak navlhčen nebo je na okrajích součástí, které jsou spojeny, rez, stopy oleje nebo okují, tvoří se ve svaru póry. Póry ve švu se mohou vytvořit také při svařování dlouhým obloukem. Nevýhodou použití takových elektrod je, že mohou pracovat pouze na stejnosměrný proud a obrácenou polaritu.
Druhým typem jsou elektrody s povlakem rutilového typu. Výrobky s takovým povlakem, jejichž nejoblíbenější značkou je MP-3, se úspěšně používají ke spojování dílů vyrobených z nízkouhlíkové oceli. Svařovací elektrody této značky se vyznačují následujícími technologickými výhodami:
- stabilní hoření oblouku při provozu na stejnosměrný i střídavý proud;
- minimální rozstřikování materiálu při svařování invertorem;
- schopnost získat vysoce kvalitní svary jakékoli prostorové polohy;
- snadná separace strusky;
- svary mají vynikající dekorativní vlastnosti;
- Vhodné pro svařování povrchů pokrytých rzí nebo nečistotami.
Výběr produktů podle dalších parametrů
Druh proudu a také polarita jeho připojení jsou nejdůležitější parametry svařovacích operací. Svařovací invertory produkují primárně stejnosměrný proud, který lze připojit k obrobku a elektrodě ve dvou okruzích.
- Přímá polarita. U tohoto schématu je plus připojen k zemi a mínus ke svařovací elektrodě.
- Opačná polarita. Toto schéma zahrnuje připojení mínus k zemi a plus k držáku s elektrodou.
Pokud vaříte s invertorem s přímou polaritou, připojované povrchy se výrazně zahřívají, což se při opačném zapojení polarity nestane. Proto je v následujících situacích vhodné zvolit obrácenou polaritu.
- Při svařování dílů malé tloušťky invertorem. Obrácená polarita v takových případech pomůže chránit materiál před propálením.
- Opačná polarita se používá ke svařování dílů z vysoce legovaných ocelí, které jsou velmi citlivé na přehřátí.
Přímá polarita, při které dochází k výraznému zahřívání obrobku, se optimálně využívá pro spojování materiálů velmi silných a masivních.
Při provádění jakýchkoli svařovacích prací pomocí invertoru jsou nejdůležitější tři parametry, které jsou vzájemně propojeny:
- síla svařovacího proudu;
- průměr elektrody;
- tloušťka spojovaných dílů.
Tloušťka spojovaných dílů má přímý vliv na volbu elektrod. V případě potřeby spojování tenkých dílů (do 1,5 mm) se pro tento účel nepoužívají ruční poloautomaty nebo zařízení umožňující svařování v ochranném argonovém prostředí.
Při rozhodování, které elektrody zvolit pro svařovací struktury určité tloušťky, se můžete řídit následujícími kritérii:
- pro díly o tloušťce 2 mm jsou nejvhodnější elektrody Ø 2,5 mm;
- při spojování dílů o tloušťce 3 mm byste měli zvolit elektrody Ø 2,5–3 mm;
- pokud je tloušťka svařovaných dílů 4–5 mm, pak jsou vhodné elektrody Ø 3,2–4 mm;
- díly o tloušťce 6–12 mm se nejlépe svařují elektrodami Ø 4–5 mm;
- když tloušťka přesahuje 13 mm, pak jsou optimální volbou elektrody Ø 5 mm.
Je velmi důležité zvolit správný průměr elektrod, protože při překročení tohoto parametru klesá hustota svařovacího proudu. To povede k nestabilitě svařovacího oblouku, zhorší se průnik součástí a zvětší se šířka svaru. Mnoho výrobců uvádí na obalech informace o nejlepších aktuálních hodnotách k použití.
Pokud takové informace nejsou uvedeny na obalu, můžete se řídit následujícími doporučeními:
- pro svařování elektrodami Ø 2 mm by měl být svařovací proud nastaven na 55–65A;
- pro výrobky Ø 2,5 mm se používá proud 65–80A;
- elektrody Ø 3 mm – proud 70–130A;
- pro elektrody Ø 4 mm volte svařovací proud 130–160 A;
- výrobky Ø 5 mm – proud 180–210 A;
- Je lepší vařit s 6mm elektrodami při proudu 210–240 A.
Jak vyplývá ze všeho výše uvedeného, pro kvalitní svařování s invertorem je důležitý správný výběr elektrod podle jejich průměru. Měli byste také nastavit optimální svařovací proud. Pokud například plánujete svařovat tenký kov pomocí invertoru pomocí elektrod s velkým průměrem nebo svařovací proud překročí povolené hodnoty, mohou se v hotovém svaru tvořit póry, což výrazně sníží jeho kvalitativní charakteristiky.
Elektrody od zahraničních výrobců
Elektrody značky ESAB si na tuzemském trhu získaly velkou oblibu. Charakteristickým znakem elektrod od švédského výrobce je, že jejich označení začíná označením „OK“, za kterým následují 4 číslice. Mezi širokou škálou modelů elektrod této značky jsou nejrozšířenější následující.
- OK 46.00:3. Z hlediska vlastností jsou velmi podobné domácím produktům MP-XNUMX. Pomocí invertoru mohou vařit uhlíkové a nízkolegované oceli pomocí stejnosměrného i střídavého proudu. Při použití je výsledné spojení vysoce kvalitní.
- OK 48.00:XNUMX. Mohou pracovat výhradně na stejnosměrný proud, používají se pro instalaci zvláště kritických konstrukcí.
- OK 53.70. Jsou specializovaného typu, používají se ke svařování kořenových průchodů a spojování trubkových spojů.
- OK 61.30 a 63.20. Používají se pro svařování nerezových dílů s invertorem, ale před jejich zakoupením je důležité si ujasnit, zda jsou vhodné pro práci s jakostí kovu, o kterou máte zájem.
- OK 68.81. Pomocí výrobků této značky je prováděno invertorové svařování dílů z blíže nespecifikovaných jakostí oceli i z obtížně svařitelných jakostí.
- OK 96.20. Pracují na litině a také spojují litinové díly s ocelovými.
- OK 92.60. Určeno pro svařování výrobků z hliníku a jeho slitin pomocí invertoru.
Mimochodem, v sortimentu elektrod této značky jsou i produkty, kterými lze svařovat měď a její slitiny.
Co je třeba zvážit při výběru elektrod
Shrneme-li vše výše uvedené, můžeme identifikovat řadu základních parametrů, na základě kterých je vhodné vybírat elektrody pro invertorové svařování. První věc, kterou musíte zvážit, je typ materiálů, které budete vařit. Pokud je vyžadována instalace kritické konstrukce, je lepší zvolit elektrody od osvědčeného výrobce. K takovým účelům se dobře hodí například produkty značky ESAB vyráběné známým švédským výrobcem.
Pokud je povrch dílů z uhlíkové oceli, které se chystáte svařovat invertorem, pokryt rzí nebo mokrý, pak je lepší zvolit elektrody s povlakem rutilového typu.
Výrobky se základním nátěrem se používají v případech, kdy je potřeba svařovat zvláště kritické konstrukce invertorem. Kvalita svařování s takovými elektrodami závisí také na tom, jak pečlivě připravíte povrchy ke spojení. Abyste pochopili, jak se taková příprava provádí, můžete se podívat na tréninkové video, které lze snadno najít na internetu.
Tloušťka dílu, který potřebujete svařit invertorem, určuje nejen volbu průměru elektrody, ale také sílu svařovacího proudu, která také ovlivňuje kvalitu vytvořeného spoje.