Palcový závit: rozměry, tabulka, GOST
Palcové závity se používají především k vytváření potrubních spojů: aplikují se jak na samotné trubky, tak na kovové a plastové tvarovky potřebné pro instalaci potrubí pro různé účely. Hlavní parametry a vlastnosti závitových prvků takových spojení jsou regulovány odpovídajícím GOST, který poskytuje tabulky velikostí palcových závitů, které používají odborníci.

Instalatérské výrobky s palcovými trubkovými závity
Základní parametry
Regulační dokument, který specifikuje požadavky na rozměry válcových palcových závitů, je GOST 6111-52. Jako každý jiný se palcový závit vyznačuje dvěma hlavními parametry: stoupáním a průměrem. To druhé obvykle znamená:
- vnější průměr měřený mezi horními body závitových hřebenů umístěných na opačných stranách trubky;
- vnitřní průměr jako hodnota charakterizující vzdálenost od jednoho z nejnižších bodů drážky mezi závitovými hřebeny k druhému, který se také nachází na opačných stranách trubky.
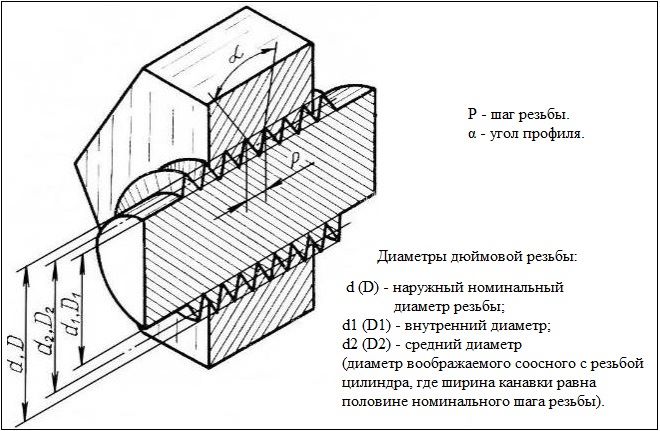
Parametry palcového závitu
Znáte-li vnější a vnitřní průměr palcového závitu, můžete snadno vypočítat výšku jeho profilu. Pro výpočet této velikosti stačí určit rozdíl mezi takovými průměry.
Druhý důležitý parametr – krok – charakterizuje vzdálenost mezi dvěma sousedními hřebeny nebo dvěma sousedními prohlubněmi. V celém úseku výrobku, na kterém je trubkový závit vyroben, se jeho stoupání nemění a má stejnou hodnotu. Pokud takový důležitý požadavek není splněn, jednoduše to nebude fungovat a nebude možné pro něj vybrat druhý prvek vytvořeného připojení.
Můžete se seznámit s ustanoveními GOST týkajícími se palcových závitů stažením dokumentu ve formátu pdf z níže uvedeného odkazu.
GOST 6111-52 Kuželový palcový závit s úhlem profilu 60°
download
Tabulka velikostí palcových a metrických závitů
Jak souvisí metrické závity s různými typy palcových závitů, můžete zjistit pomocí údajů v tabulce níže.
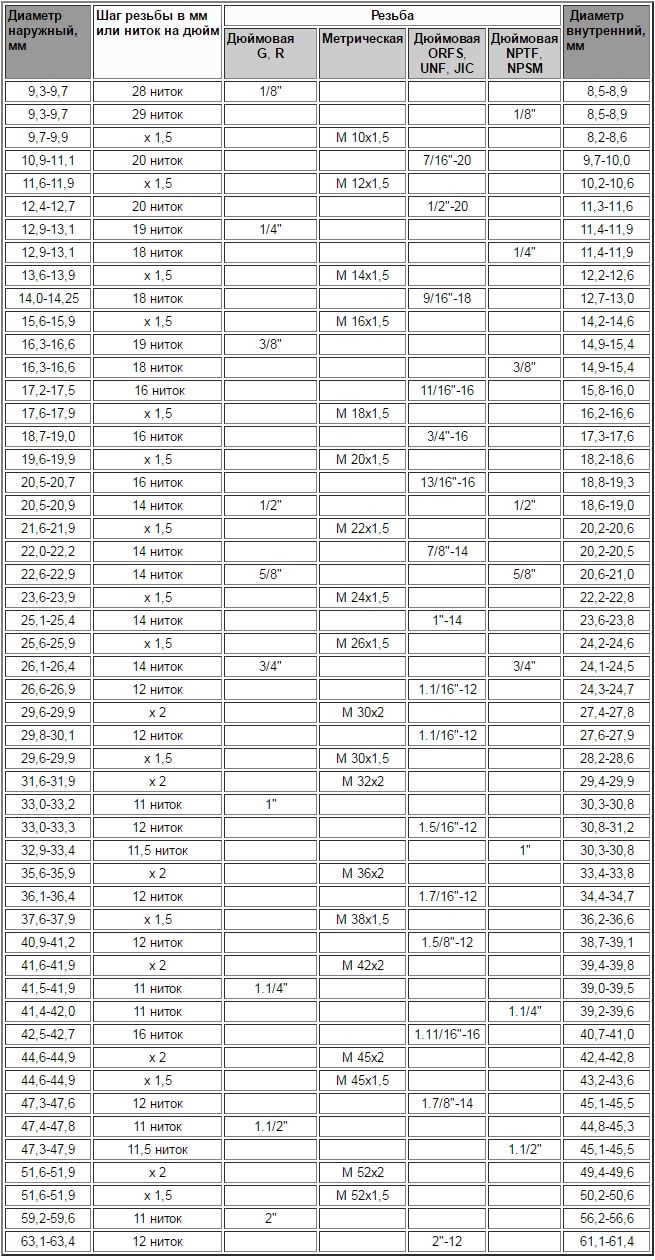
Podobné velikosti metrických a různých typů palcových závitů v rozsahu přibližně Ø8-64mm
Rozdíly od metrických závitů
Pokud jde o jejich vnější vlastnosti a vlastnosti, metrické a palcové závity nemají mnoho rozdílů, z nichž nejvýznamnější zahrnují:
- tvar závitového hřebenového profilu;
- postup pro výpočet průměru a stoupání.
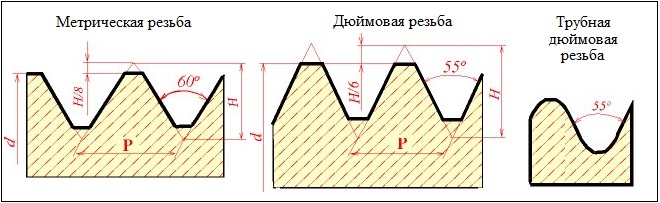
Rozdíly v profilu závitu
Při porovnání tvarů závitových hřebenů je vidět, že u palcových závitů jsou takové prvky ostřejší než u metrických závitů. Pokud jde o přesné rozměry, úhel v horní části hřebene palcového závitu je 55°.
Parametry metrických a palcových závitů se vyznačují různými jednotkami měření. Průměr a rozteč prvního se tedy měří v milimetrech a druhého v palcích. Je však třeba poznamenat, že ve vztahu k palcovému závitu se nepoužívá obecně uznávaný (2,54 cm), ale speciální trubkový palec rovný 3,324 cm. Pokud je tedy jeho průměr například ¾ palce, pak po převodu na milimetry bude odpovídat hodnotě 25.
Chcete-li zjistit základní parametry palcového závitu jakékoli velikosti, který je stanoven společností GOST, stačí se podívat na speciální tabulku. Tabulky obsahující velikosti palcových závitů poskytují celé i zlomkové hodnoty. Je třeba mít na paměti, že stoupání v takových tabulkách je udáváno v počtu řezaných drážek (závitů) obsažených v jednom palci délky výrobku.
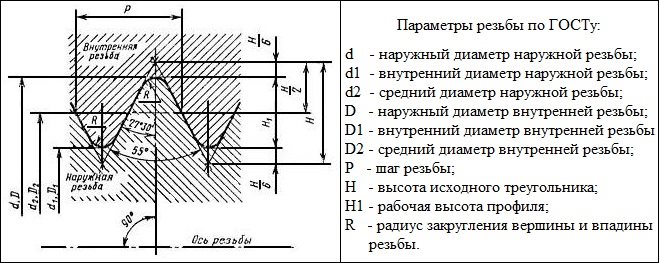
Výkres. Hlavní parametry profilu podle GOST

Tabulka 1. Hlavní rozměry profilu závitu

Tabulka 2. Hlavní parametry trubkových závitů
Chcete-li zkontrolovat, zda stoupání již vyrobeného závitu odpovídá rozměrům stanoveným GOST, je třeba tento parametr změřit. Pro taková měření, prováděná pro metrické i palcové závity pomocí stejného algoritmu, se používají standardní nástroje – hřeben, měřidlo, mechanické měřidlo atd.
Nejjednodušší způsob měření stoupání závitu palcové trubky je následující metodou:
- Jako jednoduchá šablona se používá spojka nebo vsuvka, jejíž parametry vnitřního závitu přesně odpovídají požadavkům stanoveným GOST.
- Šroub, jehož parametry vnějšího závitu je třeba změřit, se zašroubuje do spojky nebo vsuvky.
- Pokud šroub vytvořil těsné závitové spojení se spojkou nebo vsuvkou, pak průměr a stoupání závitu aplikovaného na jeho povrch přesně odpovídají parametrům použité šablony.

Stoupání palcového závitu je počet závitů na palec.
Pokud se šroub nezašroubuje do šablony nebo se zašroubuje, ale vytvoří s ní volné spojení, pak by měla být tato měření provedena pomocí jiné spojky nebo jiného fitinku. Vnitřní závit trubky se měří podobnou metodou, ale v takových případech se jako šablona používá výrobek s vnějším závitem.
Požadované rozměry lze určit pomocí závitoměru, což je destička s vroubkováním, jejíž tvar a další charakteristiky přesně odpovídají parametrům závitu s určitým stoupáním. Taková destička, fungující jako šablona, se jednoduše přiloží na testovaný závit svou vroubkovanou částí. Skutečnost, že závit na zkoušeném prvku splňuje požadované parametry, bude indikována těsným dosednutím vroubkované části desky k jejímu profilu.

Použití závitoměru pro palcové závity
Pro měření vnějšího průměru palcového nebo metrického závitu můžete použít standardní posuvné měřítko nebo mikrometr.
Technologie řezání
Válcové trubkové závity, které jsou palcového typu (vnitřní i vnější), lze řezat ručně nebo mechanicky.
Ruční řezání závitů
Řezání závitů pomocí ručního nástroje, jako je závitník (pro vnitřní závity) nebo matrice (pro vnější závity), se provádí v několika krocích.
- Zpracovávaná trubka se upne do svěráku a použitý nástroj se upevní do závitníku (závitníku) nebo do držáku matrice (zápustky).
- Matrice je umístěna na konci trubky a kohout je vložen do vnitřní části trubky.
- Použitý nástroj se našroubuje do trubky nebo na její konec otáčením kliky nebo držáku matrice.
- Aby byl výsledek čistší a přesnější, můžete postup řezání několikrát opakovat.
Řezání závitů na soustruhu
Mechanicky jsou trubkové závity řezány podle následujícího algoritmu:
- Zpracovávaná trubka je upnuta ve sklíčidle stroje, na jehož podpěře je upevněna závitořezná fréza.
- Na konci trubky se pomocí frézy odstraní zkosení, po kterém se nastaví rychlost pohybu podpěry.
- Po přivedení řezačky na povrch trubky se na stroji zapne podávání nitě.
Je třeba mít na paměti, že palcové závity jsou řezány mechanicky pomocí soustruhu pouze na trubkových výrobcích, jejichž tloušťka a tuhost to umožňují. Mechanická výroba palcových trubkových závitů umožňuje vysoce kvalitní výsledek, ale použití takové technologie vyžaduje, aby soustružník měl odpovídající kvalifikaci a určité dovednosti.
Třídy přesnosti a pravidla značení
Závity palcového typu, jak uvádí GOST, mohou odpovídat jedné ze tří tříd přesnosti – 1, 2 a 3. Vedle čísla označujícího třídu přesnosti jsou umístěna písmena „A“ (externí) nebo „B“ (interní). Úplná označení tříd přesnosti závitu v závislosti na jeho typu vypadají jako 1A, 2A a 3A (pro vnější) a 1B, 2B a 3B (pro vnitřní). Je třeba si uvědomit, že 1. třída odpovídá nejhrubším nitím a 3. třída nejpřesnějším, na jejichž rozměry jsou kladeny velmi přísné požadavky.

Maximální odchylky rozměrů podle GOST
Abychom pochopili, jakým parametrům odpovídá konkrétní závitový prvek, stačí porozumět označení závitu, který je na něj použit. Toto označení používá mnoho zahraničních výrobců, kteří pracují podle amerických norem souvisejících se závitovými spojovacími prvky.
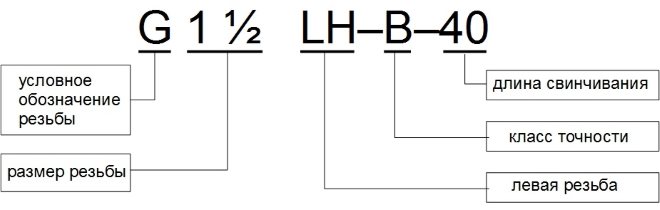
Příklad konvenčního označení palcového závitu
Toto označení obsahuje následující informace o vláknu:
- jmenovitá velikost (vnější průměr) – první číslice;
- počet závitů na palec délky;
- skupina;
- třída přesnosti.
V označení palcového závitu mohou být i písmena LH, která značí, že jeho závity nejsou pravotočivé, ale levotočivé.
 Válcový nebo kuželový závit
Válcový nebo kuželový závit
| D (mm) | P | G/BSPP, R/BSPT | M | ORFS, UNF, JIC | NPT, NPTF, NPS, NPSM, K (GOST 6111-52) | D1(Mm) |
| Vnější průměr | Stoupání závitu (mm) nebo závitů na palec | Carving | Vnitřní průměr | |||
| Palec s vrcholovým úhlem 55° | Metrický | Palcové s jemným stoupáním a vrcholovým úhlem 60° | Palec s vrcholovým úhlem 60° | |||
| 9,3-9,7 | 28 vláken | 1/8″ | 8,5-8,9 | |||
| 9,3-9,7 | 29 vláken | 1/8″ | 8,5-8,9 | |||
| 9,7-9,9 | Od . 1,5 | M 10 × 1,5 | 8,2-8,6 | |||
| 10,9-11,1 | 20 vláken | 7/16 ″ -20 | 9,7-10,0 | |||
| 11,6-11,9 | Od . 1,5 | M 12 × 1,5 | 10,2-10,6 | |||
| 12,4-12,7 | 20 vláken | 1/2 ″ -20 | 11,3-11,6 | |||
| 12,9-13,1 | 19 vláken | 1/4″ | 11,4-11,9 | |||
| 12,9-13,1 | 18 vláken | 1/4″ | 11,4-11,9 | |||
| 13,6-13,9 | x 1,5 | M 14 × 1,5 | 12,2-12,6 | |||
| 14,0-14,25 | 18 vláken | 9/16 ″ -18 | 12,7-13,0 | |||
| 15,6-15,9 | x 1,5 | M 16 × 1,5 | 14,2-14,6 | |||
| 16,3-16,6 | 19 vláken | 3/8″ | 14,9-15,4 | |||
| 16,3-16,6 | 18 vláken | 3/8″ | 14,9-15,4 | |||
| 17,2-17,5 | 16 vláken | 11/16 ″ -16 | 15,8-16,0 | |||
| 17,6-17,9 | x 1,5 | M 18 × 1,5 | 16,2-16,6 | |||
| 18,7-19,0 | 16 vláken | 3/4 ″ -16 | 17,3-17,6 | |||
| 19,6-19,9 | x 1,5 | M 20 × 1,5 | 18,2-18,6 | |||
| 20,5-20,7 | 16 vláken | 13/16 ″ -16 | 18,8-19,3 | |||
| 20,5-20,9 | 14 vláken | 1/2″ | 1/2″ | 18,6-19,0 | ||
| 21,6-21,9 | x 1,5 | M 22 × 1,5 | 20,2-20,6 | |||
| 22,0-22,2 | 14 vláken | 7/8 ″ -14 | 20,2-20,5 | |||
| 22,6-22,9 | 14 vláken | 5/8″ | 5/8″ | 20,6-21,0 | ||
| 23,6-23,9 | x 1,5 | M 24 × 1,5 | 22,2-22,8 | |||
| 25,1-25,4 | 14 vláken | 1 ″ -14 | 23,6-23,8 | |||
| 25,6-25,9 | x 1,5 | M 26 × 1,5 | 24,2-24,6 | |||
| 26,1-26,4 | 14 vláken | 3/4″ | 3/4″ | 24,1-24,5 | ||
| 26,6-26,9 | 12 vláken | 1.1/16 ″ -12 | 24,3-24,7 | |||
| 29,6-29,9 | x 2 | M 30 × 2 | 27,4-27,8 | |||
| 29,8-30,1 | 12 vláken | 1.1/16 ″ -12 | 27,6-27,9 | |||
| 29,6-29,9 | x 1,5 | M 30 × 1,5 | 28,2-28,6 | |||
| 31,6-31,9 | x 2 | M 32 × 2 | 29,4-29,9 | |||
| 33,0-33,2 | 11 vláken | 1″ | 30,3-30,8 | |||
| 33,0-33,3 | 12 vláken | 1.5/16 ″ -12 | 30,8-31,2 | |||
| 32,9-33,4 | 11,5 vláken | 1″ | 30,3-30,8 | |||
| 35,6-35,9 | x 2 | M 36 × 2 | 33,4-33,8 | |||
| 36,1-36,4 | 12 vláken | 1.7/16 ″ -12 | 34,4-34,7 | |||
| 37,6-37,9 | x 1,5 | M 38 × 1,5 | 36,2-36,6 | |||
| 40,9-41,2 | 12 vláken | 1.5/8 ″ -12 | 38,7-39,1 | |||
| 41,6-41,9 | x 2 | M 42 × 2 | 39,4-39,8 | |||
| 41,5-41,9 | 11 vláken | 1.1/4″ | 39,0-39,5 | |||
| 41,4-42,0 | 11 vláken | 1.1/4″ | 39,2-39,6 | |||
| 42,5-42,7 | 16 vláken | 1.11/16 ″ -16 | 40,7-41,0 | |||
| 44,6-44,9 | x 2 | M 45 × 2 | 42,4-42,8 | |||
| 44,6-44,9 | x 1,5 | M 45 × 1,5 | 43,2-43,6 | |||
| 47,3-47,6 | 12 vláken | 1.7/8 ″ -14 | 45,1-45,5 | |||
| 47,4-47,8 | 11 vláken | 1.1/2″ | 44,8-45,3 | |||
| 47,3-47,9 | 11,5 vláken | 1.1/2″ | 45,1-45,5 | |||
| 51,6-51,9 | x 2 | M 52 × 2 | 49,4-49,6 | |||
| 51,6-51,9 | x 1,5 | M 52 × 1,5 | 50,2-50,6 | |||
| 59,2-59,6 | 11 vláken | 2″ | 56,2-56,6 | |||
| 63,1-63,4 | 12 vláken | 2 ″ -12 | 61,1-61,4 | |||
Shoda Du, DN, závitů a průměrů ocelových a polymerových trubek dle GOST a DIN/EN
| Jmenovitý průměr Du, DN | Průměr v palcích, včetně průměru závitu G» | Vnější průměr trubky D, mm | |||
| DIN / EN | VGP | ES, BS | Polymer | ||
| 10 | 3/8″ | 17,2 | 17 | 16 | 16 |
| 15 | 1/2″ | 21,3 | 21,3 | 20 | 20 |
| 20 | 3/4″ | 26,9 | 26,8 | 26 | 25 |
| 25 | 1″ | 33,7 | 33,5 | 32 | 32 |
| 32 | 1 1/4 ″ | 42,4 | 42,3 | 42 | 40 |
| 40 | 1 1/2 ″ | 48,3 | 48 | 45 | 50 |
| 50 | 2″ | 60,3 | 60 | 57 | 63 |
| 65 | 2 1/2 ″ | 76,1 | 75,5 | 76 | 75 |
| 80 | 3″ | 88,9 | 88,5 | 89 | 90 |
| 90 | 3 1/2 ″ | 101,6 | 101,3 | 102 | 110 |
| 100 | 4″ | 114,3 | 114 | 108 | 125 |
| 125 | 5″ | 139,7 | 140 | 133 | 140 |
| 150 | 6″ | 168,3 | 165 | 159 | 160 |
| 160 | 6 1/2 ″ | 177,8 | – | 180 | 180 |
| 200 | 8″ | 219,1 | – | 219 | 225 |
| 225 | 9″ | 244,5 | – | 245 | 250 |
| 250 | 10″ | 273 | – | 273 | 280 |
| 300 | 12″ | 323,9 | – | 325 | 315 |
| 400 | 16″ | 406,4 | – | 426 | 400 |
| 500 | 20″ | 508 | – | 530 | 500 |
| 600 | 24″ | 609,6 | – | 630 | 630 |
| 800 | 32″ | 812,8 | – | 820 | 800 |
| 1000 | 40″ | 1016 | – | 1020 | 1000 |
| 1200 | 48″ | 1219,2 | – | 1220 | 1200 |