Jak řezat nitě na potrubí sami doma

Dobré odpoledne, drazí přátelé! Jak už asi tušíte, stavitel Alexander je s vámi a dnes jsem připravil novou zajímavou a doufám, že i užitečnou publikaci. Budeme mluvit o tom, jak nezávisle řezat závity na trubce, a to jak vnější, tak vnitřní. K tomu není vůbec nutné volat specialistu, stačí mít nebo zakoupit levný nástroj. Tak jdeme.
Jak připravit kov na závitování
- Pomocí kovového kartáče nebo brusného papíru se z kovového povrchu odstraní rez, okuje, stopy koroze a další nečistoty;
- Pokud je na potrubí starý závit, musíte nejprve tuto část odříznout. K tomu upevněte trubku ve svěráku a použijte ořezávací stroj. Ujistěte se, že řez je hladký a přísně kolmý k ose potrubí;
- Dále musíte použít brusku a odstranit vnější zkosení v místě řezu. To je nezbytné pro hladší začátek řezbářství. Pro urychlení procesu někteří lidé používají brusku, ale tento přístup nedoporučuji kvůli snížení kvality zpracování;
- Před řezáním závitu se hlava závitu namaže olejem. To je nezbytné pro zajištění hladkého chodu nástroje a zlepšení kvality hran.
Všechny tyto operace vám nezaberou více než 15 minut. Pokud máte čas, můžete řezat závity na upravených i neošetřených trubkách a porovnat kvalitu výsledku. Mimochodem, doporučuji koupit trubky a tvarovky od UralSibMet, kvalita je vynikající.
Jak řezat závity na trubce pomocí matrice
Standardním nástrojem nejvhodnějším pro domácí práci je matrice. Naše specializované prodejny ve východní Sibiři prodávají matrice všech typů a velikostí. Je nutné dát přednost nástrojům z kvalitní, kalené oceli. Pro plynulé otáčení jsou na matrici instalovány rukojeti.
Technologie pro provádění práce je následující:
- Trubka je umístěna svisle. Je nutné bezpečně upevnit obrobek ve svěráku nebo jiném zařízení;
- Příprava potrubí, odstranění rzi, srážení hran, ošetření olejem jsou povinné a lze je provést v této fázi;
- Nástroj pro řezání kovů je na potrubí instalován přísně svisle. Odchylky nejsou přípustné, protože vedou ke zkoseným závitům;
- Otáčení matrice podél olejem mazané trubky se provádí ve směru hodinových ručiček. Musíte pracovat pomalu a opatrně;
- Musíte dodržet následující algoritmus: po dvou otočeních dopředu se kostka posune o jednu otáčku zpět;
- Potrubí je nutné pravidelně mazat olejem. Kovový povrch by měl být vždy pokryt tenkou vrstvou.
Při výběru matrice s požadovanými parametry se řezání závitu provádí poměrně rychle a nezabere mnoho času. Kvalita závisí na dodržení technologie předzpracování a řezání.

Jak vyrobit závit na trubce pomocí závitovací sady
Pokud potřebujete neustále řezat závity nebo potřebujete jednorázově připravit velké množství trubek, má smysl zakoupit speciální sadu. Skládá se z upravené matrice nebo matrice, ráčny a vodítka. Pro práci s různými trubkami obsahuje sada několik speciálních fréz.
Technologie ovládání je jednoduchá a srozumitelná. Svorka je instalována v ráčně. Dále je trubka ošetřena olejem do hloubky řezu. Průvodce se instaluje. Ráčna se otáčí kolem své osy, zatímco frézy rovnoměrně vytvářejí závity na kovu.
Řezání vnitřních závitů vlastníma rukama
Kromě vnějších závitů můžete v některých případech potřebovat vnitřní závity. Pro tyto účely doporučuji použít závitník složený z závitníku, ocasu a kalibračních částí. Každý prvek má specifickou funkci, zodpovědnou za řezání závitů, zajištění svislé polohy nástroje, respektive upevnění závitníku.
Postup je následující:
- Vnitřní povrch trubky je zpracován. Koroze a rez jsou odstraněny a zkoseny;
- Obrobek je upnut ve svěráku v přísně svislé poloze. Kov se zpracovává strojním olejem;
- Závitník se zasune do otvoru a otočí o dvě otáčky dopředu a jednu otáčku zpět. Tento postup se opakuje až do požadované délky závitu.

Doma jsou metody, o kterých jsem hovořil, nejjednodušší a nejlevnější na implementaci. Existují i další nástroje, například speciální stroje na přípravu nití. Takové zařízení však vyžaduje značné finanční náklady. V tomto případě můžete vyříznout jednoduchý závit pomocí matrice nebo závitníku. Hlavní je nespěchat.
Nejjednodušším a nejdostupnějším nástrojem pro řezání vnějších závitů je matrice a pro vnitřní závity závitník. Pomocí matrice můžete ušetřit čas a námahu při řezání závitů na těžko přístupných místech, například u stěn, a elektrické zařízení může provádět zářez nezávisle.

Pokud potřebujete kovové trubky jakékoli velikosti a typu, doporučuji kontaktovat UralSibMet. Společnost působí na trhu východní Sibiře již 15 let a dodává skutečně vysoce kvalitní výrobky, včetně různých válcovaných kovových výrobků. Ceny nejsou vyšší než podobné nabídky od konkurence. Dodávka se provádí v Irkutské oblasti, Trans-Bajkalském území a Burjatsku. Společnost UralSibMet je spolehlivý a důvěryhodný partner, vím to z vlastní zkušenosti!
To je z mé strany vše. Pokud máte nějaké dotazy, napište nebo zanechte komentáře na webu. Pokusím se odpovědět podrobně. Budu rád za vaše užitečné komentáře a rady. Zůstaňte naladěni na nové publikace, bude to zajímavé. Sbohem všem, Alexandre!
Jednoduchý a pohodlný způsob nákupu válcovaného kovu. Široký výběr pronájmů v našem online katalogu.
Vyberte a objednejte potřebné materiály právě teď!
Bezhotovostní a hotovostní platby. Dodávka po celém Bělorusku.
Závit je jedním z hlavních typů upevnění kovových trubek. Závit na trubce je střídáním výstupků a drážek, které jsou spirálovitě naneseny na kov. Lze jej aplikovat na vnitřní i vnější povrchy výrobku. Závity se zpravidla vyrábějí na trubkách, různých spojovacích prvcích a prvcích zařízení.

Hlavní vlastnosti a typy nití
Pro pohodlnější práci s vlákny se používají obecně uznávané definice:
- Profil. Může být trojúhelníkový, obdélníkový nebo lichoběžníkový. Trojúhelníkové profily jsou zcela specifické a obvykle se používají v různých technických systémech.
- Profilový úhel. Toto je úhel, který tvoří boční hrany výsledných závitů.
- Směr. Může být vpravo nebo vlevo. Levý směr, ve kterém je matice našroubována na šroub proti směru hodinových ručiček, je poměrně vzácný. Častější možností je správný směr.
- Krok. Toto je vzdálenost získaná mezi základnami nebo vrcholy, které tvoří sousední otáčky.
- Hloubka. Toto je velikost segmentu umístěného mezi nejhlubším bodem a vrcholem.
Odborníci také rozlišují vnitřní, vnější a střední průměry. Trojúhelníkové profily lze rozdělit na palcové a metrické.
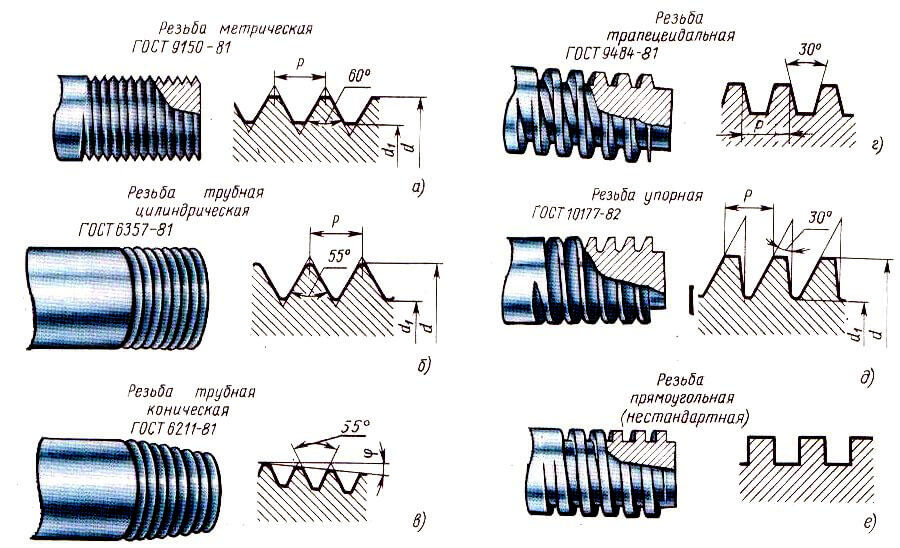
Metriky jsou rovnostranný trojúhelník s úhly 60. V tomto případě jsou vnější a vnitřní průměry uvedeny v milimetrech. Rozteč se také uvádí v milimetrech a zlomcích.
Palcové profily se od metrických liší tím, že jejich vrcholový úhel je 55. Jak název napovídá, všechny rozměry jsou vyjádřeny v palcích. Takové závity se obvykle dělí na upevňovací a trubkové závity. Možnost upevnění má velké stoupání a obvykle se používá pro šrouby, matice a různé otvory, kde je vyžadováno přesné spojení prvků. Trubka se používá ke spojování trubek a má menší rozteč.
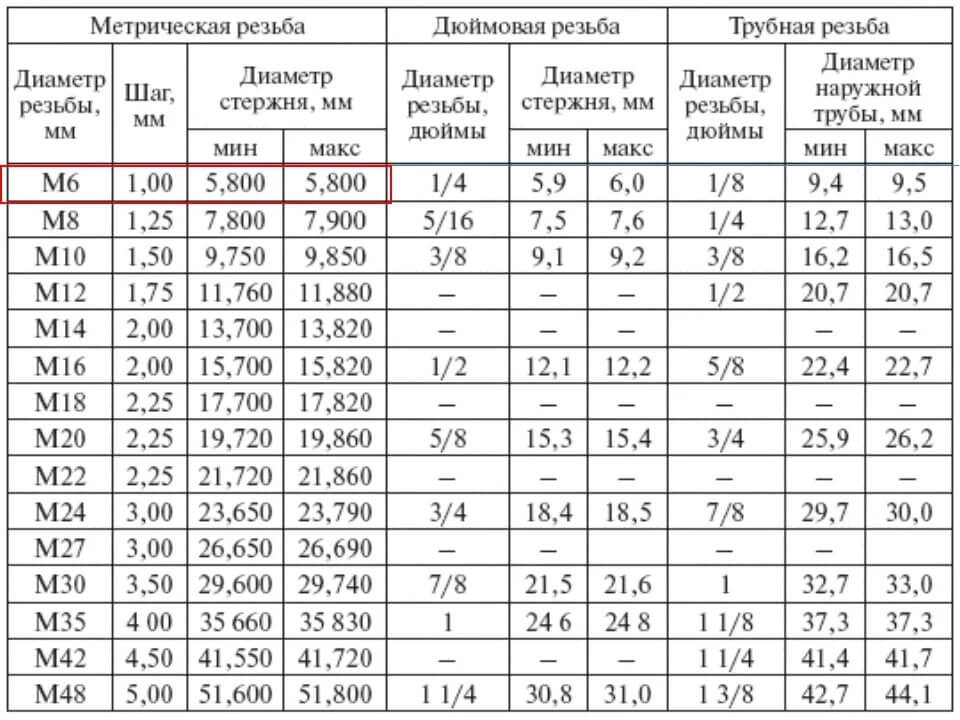
Srovnávací tabulka pro nejoblíbenější průměry pro metrické, palcové a trubkové závity s příkladem výběru obrobku pro závit
Ruční řezání nití

Pro efektivní řezání závitů budete potřebovat speciální nástroje:
zemře nebo lerks – nástroj pro řezání závitů, který se skládá z kalených matic se speciálními hranami a ohyby třísek. Navlékací zařízení se skládá z 8-10 závitových kroků, kde prvních pár závitů představuje sací část. Používá se společně s držáky. Podle konstrukce mohou být pevné, dělené a posuvné. Dělené frézy mají možnost přesného nastavení průměru a používají se pro řezání přesnějších velikostí s nastavením průměru až do 1,25 mm.

Pipe zemře
Typ matrice s palcovými trubkovými závity pro řezání vhodných závitů na trubkách a tvarovkách. Označeno písmenem G. Velikosti závitů se pohybují od 1/8 do 2 palce. Z nich jsou nejčastěji používané velikosti ve vodovodních systémech 1/2, 3/4 a 1 palec. Vzácněji se obvykle používá v hydraulice s velikostí závitu 5/8, 7/8, 5/6 a 3/8 palce.
Kónické trubkové matrice
Speciální typy matric pro řezání kulatých kuželových závitů, nejčastěji používané ve vysokotlakých potrubích. Mají speciální konstrukci, která zajišťuje jednostranné závitování, nikoli průchozí, jako u běžného provedení. Matrice mají vstupní kužel s úhlem 30 – 55° a mají malou šířku pera pro snížení řezných sil a tření. Má počet otvorů pro třísky od 4 do 7 (pro průměry od 1/6 do 2 palce).
Závitová matrice — je kulatý držák na výměnné vodítko, vybavený ráčnou. Pro usnadnění práce s tímto nářadím je vybaven poměrně dlouhou pákou, kterou lze v případě potřeby vysunout.

Řezání vnitřních závitů pomocí závitníku
K výrobě závitů uvnitř trubky se obvykle používá závitník. Má tvar tyče s břity. Musí být vložen do speciálního knoflíku.
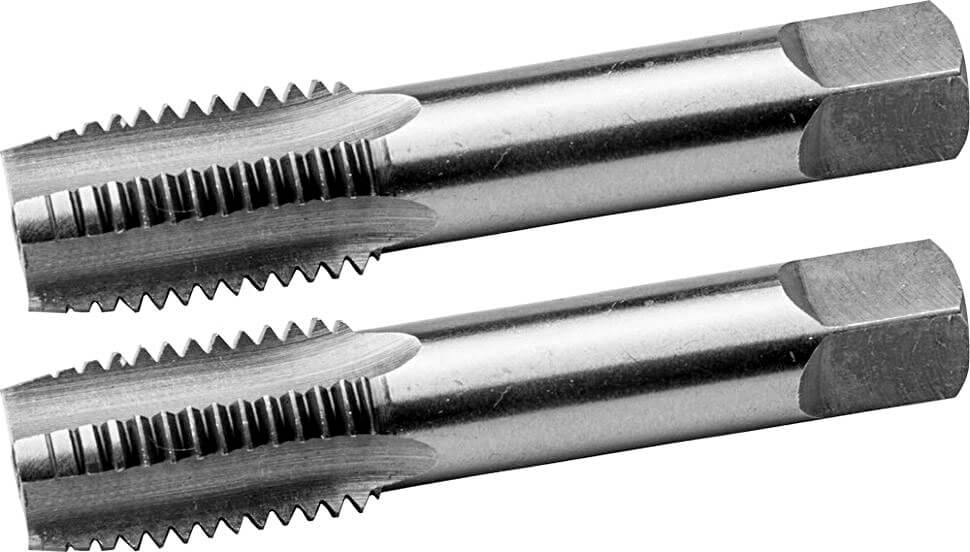
Kohout se skládá z následujících částí:
- Plotová část. Je to kužel, který přímo řeže nitě. Zuby řezáků jsou umístěny po celém obvodu.
- Kalibrační část. Tento prvek je pokračováním sací části a má tvar válce, na kterém jsou umístěny zuby.
- Ocasní část. Má čtvercovou hlavici a je určena k uchycení kohoutku v bráně.
Aby se zabránilo přehřátí nástroje během provozu, používají se pro chlazení různá média:
- Petrolej je vhodný pro hliník a slitiny hliníku,
- Pro výrobky z mědi se používá terpentýn,
- Ocel se chladí emulzí.
- Nejprve je povrch důkladně očištěn od nečistot a prachu,
- Dále je třeba povrch pracovního nástroje a obrobku namazat speciální kapalinou,
- Před zahájením práce se ujistěte, že je nástroj v provozuschopném stavu.
- pozinkované trubky o průměru od 15 do 159 mm;
- vodovodní a plynové potrubí o průměru 15 až 50 mm;
- elektricky svařované trubky o průměru od 57 do 810 mm;
- bezešvé trubky o průměru od 54 do 108 mm;
- tvarované trubky;
- repasované a použité potrubí.
- Související produkty
- Oblíbené zboží
- akcie
Pokud není dostatek chladicí kapaliny, profil může být nerovnoměrný nebo drsný.
Odborníci doporučují používat při práci kompletní kohoutky. Sada obsahuje nástroj pro hrubé řezání a dokončovací práce. Odstraněním alespoň jednoho z kohoutků neušetříte mnoho času, ale kvalita konečného výsledku může být špatná.
Požadavky na organizaci procesu
Aby bylo řezání závitů úspěšné, je důležité splnit základní požadavky:
Ve skladu velkoobchodního a maloobchodního kovového skladu „Aksvil“ v Minsku si můžete vybrat a koupit jakékoli ocelové trubky potřebné pro stavební nebo instalatérské práce: