Jak ohýbat profilovou trubku – doporučení TK Gazmetallproekt
Profilová trubka má jiný průřez než kruhová. Nejčastěji se jedná o obdélník nebo čtverec. Hlavním směrem použití tohoto typu kovu je instalace rámů a kovových konstrukcí, včetně zakřivených. V druhém případě nevyhnutelně vyvstává otázka, jak ohýbat trubku.
Hlavní problematické body
Vnitřní dutiny a tvar průřezu, který se liší od kulatého, s sebou nesou riziko poškození v případě porušení technologie ohýbání.
- Záhyby na stlačitelné spodní stěně
- Prasknutí tahové horní stěny
- Axiální zakřivení
- Zlomenina
Minimální poloměr ohybu závisí na ploše průřezu, tloušťce stěny, výšce profilu a tažnosti jakosti kovu. Délka ohybové zóny při výšce profilu do 20 mm je minimálně 2.5×h, při výšce profilu nad 20 mm – minimálně 3.5×h, kde h je výška profilu.
Šev svařované trubky jako nejslabší místo musí být umístěn na straně ohybu, jinak může prasknout.
Způsoby, jak zabránit poškození ohybem
Následující techniky vám pomohou vyhnout se poškození. Především se to týká velkých válcovaných kovových výrobků a ohybů s malým poloměrem. Nákup profilové trubky můžete také konzultovat s našimi specialisty.
Vyhřívání oblasti ohybu
Zahřívání trubky před ohýbáním činí kov tažnějším.
Doporučení pro vytápění podle výšky profilu:
- Až 10 mm – není nutné
- Od 10 do 40 mm – pokud možno
- Nad 40 mm – nutné
Při zahřívání buďte opatrní, protože přepálení nebo mnohonásobné opakování operace může vést ke ztrátě pevnosti.
Použití plniva
Dutina je vyplněna výplní a konce jsou uzavřeny korkem. Jako plnivo je nejlepší použít čištěný říční písek, který musí být suchý. Při ohýbání teplem se vyplatí použít středně zrnitý písek, protože prachové frakce se spékají při vysokých teplotách. V zimě je povolena zmrzlá voda ve vnitřním prostoru, pokud nemluvíme o vyhřívaném ohýbání.
Instalace pružiny
Pružina umístěná uvnitř zabraňuje přiblížení horní a spodní stěny k sobě. Průměr pružiny je zvolen tak, aby volná vůle mezi oběma stěnami byla malá. Konce jsou zajištěny drátem pro snadné odstranění.
Vrubová metoda
V místě ohybu se bruskou provedou příčné řezy, které se následně svaří. Hlavní výhodou této technologické techniky je možnost ohnout profil na libovolný poloměr.
Ohýbací zařízení
Níže uvedené způsoby ohýbání se liší kvalitou ohýbání, snadností použití, přípustnými rozměry profilu a cenou zařízení.
Talíř s kolíky. Do kovové nebo betonové desky se vyvrtá řada otvorů, do kterých jsou instalovány dva dorazové kolíky. Vzájemná poloha čepů závisí na poloměru ohybu. Trubka je ohnuta kolem jednoho čepu, zatímco druhý čep zajišťuje opačný konec. Při použití této metody je možnost axiálního zakřivení vysoká. Pro zachování vyrovnání doporučujeme použít přítlačnou desku k utažení trubky k desce.
Trn. Oblouková šablona s upevňovací konzolou, namontovaná na pracovním stole. Trubka se vloží do držáku, přitlačí se k šabloně a ohne se do tvaru oblouku.
Trumpeta s uchem. Varianta předchozí metody. Upevňovací konzola – ucho – se připevní nebo přivaří k vhodné trubce, která funguje jako šablona, kolem které dochází k ohybu.
Staples. Tato metoda také připomíná trn, pouze oblouk je tvořen kovovými háčky připevněnými k rovině v určité vzdálenosti od sebe.
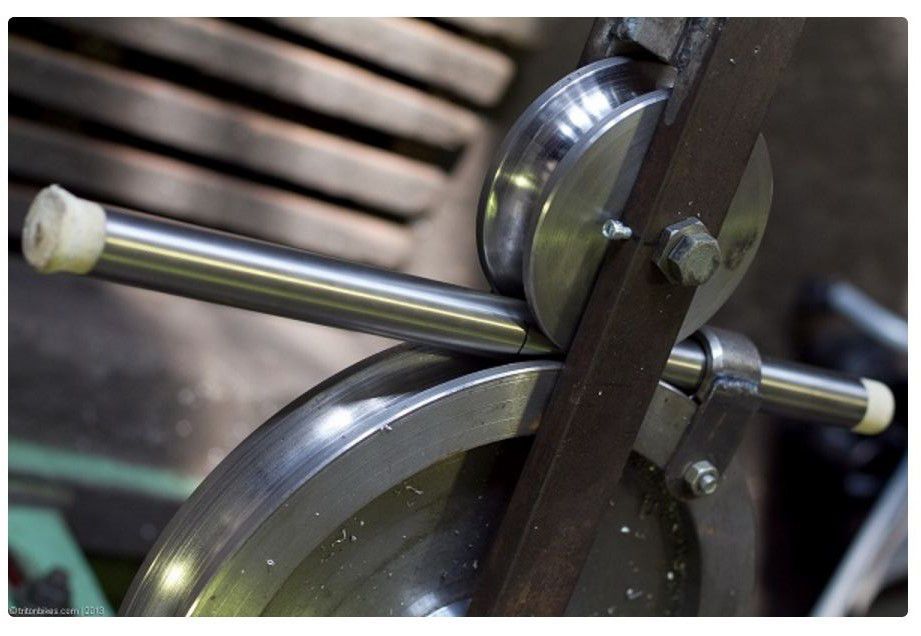
Záběhová ohýbačka trubek. Ohýbání nastává, když se přítlačný válec pohybuje kolem stacionární šablony. Válec má zářez, často s hrotem, který tlačí do vnitřní stěny, aby se zabránilo pomačkání. Tvar vybrání je vybrán tak, aby odpovídal velikosti profilu, aby se zabránilo zkreslení. Všechny poznámky o zářezu a čepu platí také pro následující typy zařízení.
Navíjecí ohýbačka trubek. Trubka je navinuta na rotujícím válci, ke kterému je přitlačována stacionárním přítlačným válcem.

Ohýbačka trubek z kuše. Trubka se opírá o dvě pevné svorky a na druhé straně uprostřed na ni tlačí šablona připevněná k pohyblivé tyči. Další názvy pro šablonu jsou bota, punč. Pohon tyče je hydraulicky nebo mechanicky.

Válcovací ohýbačka trubek. Používá se metoda válcování, tedy válcování profilu. Trubka je upevněna mezi dvěma válečky na jedné straně a jedním (středním) na druhé straně. Změnou polohy jednoho z válečků pomocí zvedáku nebo svěrky se vyznačí ohyb. Poté začne válcování, přičemž válečky se otáčejí pomocí rukojeti nebo elektrického pohonu. Tato metoda je mimořádně pohodlná, když potřebujete vytvořit oblouk, kruh nebo spirálu. Riziko poškození je minimalizováno.
Hypermarket “Gazmetallproekt” je váš spolehlivý poradce ve věcech výstavby a oprav. Přivezeme válcovaný kov a stavební materiály na místa v Tule a regionu Tula a nenecháme bez dozoru kupce z jiných regionů. Kov nařežeme na požadovaný rozměr. Pracujeme všechny dny v týdnu bez dnů volna. Čekáme na vaše přihlášky.
Pevnost stěn deformovatelného kovu se může snadno zhoršit, pokud nevíte, jak správně ohýbat trubku pomocí ohýbačky trubek. Proto by si každý měl přečíst tento článek, aby pochopil, jak dosáhnout požadovaného výsledku.
Co se stane, když doporučení nebudete dodržovat?
- Kov se stává tenčí;
- Vnější okraje výrobku jsou nataženy;
- Vnitřek trubky je rozdrcen;
- Tvoří se vrásky;
- Vzhled se zhoršuje.
Jak ohýbat trubku pomocí ohýbačky trubek bez záhybů a záhybů

Obrázek ukazuje maximální poloměry ohybu pro nejoblíbenější velikosti kruhových kovových výrobků.
Proč používat ohýbačku trubek při ohýbání trubek?
- Snížení úsilí potřebného k dokončení daného úkolu;
- Žádná deformace;
- Zaručené dokonalé výsledky s přesnými parametry.
Jak ohýbat kovovou trubku pomocí ohýbačky trubek

Jak správně ohýbat trubku pomocí hydraulické ohýbačky trubek
Oblíbené při práci se silnostěnnými ocelovými výrobky, jejichž výměna vyžaduje velké úsilí.
Stručný návod:
- Díl, který má být vyměněn, je umístěn mezi kovová vodítka a přítlačné válečky;
- Pomocí kompresních válečků se nastavuje poloměr ohybu a úhel;
- Kovový výrobek prochází vodítky a přítlačnými válečky, pomocí kterých se získá požadovaný tvar.
- Pružina se položí na povrch a zatlačí na požadované místo ohybu;
- Zahřejte oblast ohybu;
- Vezmeme výrobek z obou konců a ohneme jej do požadovaného tvaru;
- Vše se ochladí, pružina se odstraní.
Způsoby ohýbání trubek NE pomocí ohýbačky trubek

- Způsobem ohřevu;
- Použití kolíků;
- Speciální pružina;
- Planparalelní deska;
- Pomocí vody.
Způsob vytápění deformovat potrubí z hliníku a oceli. Potom se do dutiny umístí písek a zajistí se na obou koncích. Požadovaná část výrobku se zahřeje hořákem a složí. Chcete-li určit správnou teplotu, uvědomte si, že na produktu uvidíte jasné zarudnutí. Poradenství! Používejte rukavice.
Pokud jste nechtěli trubku ohýbat ohýbačkou trubek, ale použijte kolíky, zvýší se pravděpodobnost defektů nebo rozbití. Proto se doporučuje vyplnit vnitřek pískem a otevřené části zakrýt zátkami. Tato technika je možná pouze u válcovaných trubek o průměru 16-20 mm. Dále jsou zakopány v zemi a složeny. Metoda je určena pro válcování a s větším průměrem, ale pak to bude náročnější. Tato možnost ohýbání není vhodná pro pozinkované výrobky.
Metoda kovové pružiny popsané dříve.
Někteří lidé mají zájem jak ohýbat trubku ohýbačkou trubek pomocí planparalelní desky. Chcete-li to provést, musíte jej nainstalovat do speciální svorky a ohnout ji podél této desky. Tato metoda je ekonomická a jednoduchá, ale není nejoblíbenější.
Použití vody při ohýbání – častý jev. Dutina se naplní vodou, otevřené části se na obou koncích zakryjí zátkami a zmrazí. Poté se výrobek znovu zahřeje a provede se ohýbání. Tato metoda není použitelná pro pozinkované výrobky.
Jak ohýbat trubku profilového typu pomocí ohýbačky trubek

Pokud je potřeba deformovat profilovanou trubku, pak mají mnozí problémy s řešením tohoto problému.
Výrobek s malým průměrem se ohýbá i bez ohřevu, ale je předem naplněn pískem nebo vodou. Nainstalujte jej na 2 pevné podpěry a ohněte paličkou.
Abyste zabránili příjmu, musíte vše dělat pečlivě a hladce.
Chcete-li získat větší ohyb, zahřejte výrobek ještě více v požadované části.
Vyberte si potřebné vybavení podle katalogu ohýbaček profilových trubek. Díky nim snadno změníte válcovaný kov na zadané rozměry. S výběrem pomohou manažeři společnosti Advanced Technologies. Kontaktujte je telefonicky 8(495)150-24-23.
Jak ohýbat kov-plastovou trubku pomocí ohýbačky trubek

Tento válcovaný kovový výrobek je žádaný při instalaci systémů podlahového vytápění. A to vede k četným ohybům trubkového výrobku. Chcete-li vybrat správnou možnost vybavení, pečlivě si přečtěte článek „Jak si vybrat ohýbačku trubek“.
Kromě toho, že trubku s ohýbačkou trubek bez problémů a bez velké fyzické námahy ohnete, můžete požadovaný ohyb provést následujícími způsoby:
- Ručně a bez dalších zařízení. Chcete-li to provést, musíte jej držet v rukou a začít se ohýbat, s výjimkou ohýbání. Pokud vezmeme maximální úhel, pod kterým lze provést ohyb, je to 15 stupňů na každé 2 cm výrobku;
- Použijte drát, který je umístěn uvnitř trubky a poté ohnut;
- Naneste písek, který je umístěn v kovovém plastovém výrobku. Výrobek je fixován a hladce ohýbán, přičemž oblast ohybu je současně zahřívána.
Z výše uvedených metod je to jasné jak ohýbat trubku. Odborníci ale stále doporučují používat dobré ohýbačky trubek, které si můžete objednat u společnosti Advanced Technologies. Proveďte objednávku přidáním požadovaného produktu do košíku a dokončením nákupu. Dodávka se provádí do všech měst Ruska.
Objednat teď!